無錫宏博泰金屬制品有限公司
手機(jī):13861775089
手機(jī):13396512616
傳真:0510-83078886
聯(lián)系人: 許經(jīng)理
地址:無錫市梁溪區(qū)錢皋路168號(hào)(國(guó)聯(lián)金屬材料市場(chǎng))
服務(wù)熱線:
13861775089
您好,歡迎光臨無錫宏博泰金屬制品有限公司!
服務(wù)熱線:
13861775089


contact us
無錫宏博泰金屬制品有限公司
手機(jī):13861775089
手機(jī):13396512616
傳真:0510-83078886
聯(lián)系人: 許經(jīng)理
地址:無錫市梁溪區(qū)錢皋路168號(hào)(國(guó)聯(lián)金屬材料市場(chǎng))
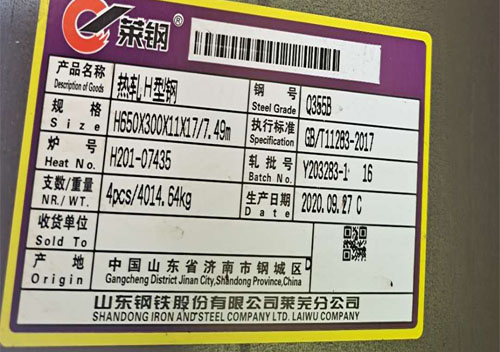
Q355B角鋼槽鋼的連接全過程有五點(diǎn)
我們一起逐一詳細(xì)介紹每一流程:
一步:原料查驗(yàn):查驗(yàn)連接Q355B角鋼槽鋼的規(guī)格是不是及格。假如不過關(guān),請(qǐng)更改或拆換原材料。
第二步:畫線:a)依據(jù)連接后的長(zhǎng)短規(guī)格,在待連接的角鐵上劃線,在畫線前要考慮2個(gè)規(guī)定:(1),保證連接Q355B角鋼槽鋼的較小長(zhǎng)短很大超出200。 (2)長(zhǎng)短方位需有2~3的容量。 b)畫線基本原理是安全通道兩翼上的激光切割線應(yīng)垂直平分梁端,梁端上的激光切割線應(yīng)成45°角。
第三步:激光切割:應(yīng)用全自動(dòng)數(shù)控火焰切割沿畫線激光切割,激光切割原材料后,應(yīng)用全自動(dòng)數(shù)控火焰切割或研磨設(shè)備開啟45°單V形槽。安全通道的里側(cè)。激光切割表層應(yīng)光潔整平,無空隙。
第四步:拼裝:拼裝前,將2個(gè)預(yù)制構(gòu)件鋼安全通道扣在服務(wù)平臺(tái)上,調(diào)節(jié)2個(gè)安全通道的平行度和空隙,固定不動(dòng)焊接。
流程5:電焊焊接:選用汽體維護(hù)焊(GMAW)電焊焊接。以便減少電焊焊接形變,Q355B角鋼槽鋼應(yīng)在電焊焊接前背對(duì)背焊接,******在電焊焊接翼的槽側(cè),隨后在槽側(cè)電焊焊接進(jìn)行后電焊焊接梁端的斜坡。成***開第六步:留意點(diǎn):電焊焊接關(guān)鍵是擔(dān)憂電焊焊接不堅(jiān)固和殘余應(yīng)力過大。槽鋼的厚度太薄,連接焊接自身都是***不靠譜的。因而,耐磨襯板能夠 固定不動(dòng)在對(duì)接接頭上并且用角焊縫電焊焊接。以便操縱電焊焊接后的形變量,能夠 應(yīng)用剛度固定不動(dòng)開展電焊焊接,以防止形變。留意降低全過程中的工作壓力。螺釘連接也必須內(nèi)襯,注意地腳螺栓的規(guī)格,總數(shù)和間隔。也要測(cè)算不銹鋼板材自身的厚壁是不是會(huì)被粉煤灰燒失量。解決方法是電焊焊接板并鉆出來地腳螺栓孔。標(biāo)準(zhǔn)是骨節(jié)的抗壓強(qiáng)度不小于別的一部分,鋼方管規(guī)格生產(chǎn)工藝流程 ,而且沒有大的地應(yīng)力。
全國(guó)咨詢熱線
13861775089
無錫宏博泰金屬制品有限公司
手機(jī):13861775089
手機(jī):13396512616
傳真:0510-83078886
聯(lián)系人: 許經(jīng)理
地址:無錫市梁溪區(qū)錢皋路168號(hào)(國(guó)聯(lián)金屬材料市場(chǎng))

Copyright ? 無錫宏博泰金屬制品有限公司 備案號(hào):蘇ICP備14056335號(hào)-3
技術(shù)支持:精英網(wǎng)絡(luò)